Molto spesso, fra gli utilizzi pratici dellaprototipazione rapida, vengono elencati vari servizi utili a studi architettonici e alla realizzazione di modelli plastici dei progetti urbanistici, topografici ed edilizi.
Prototipo 3D dimora Re Riccardo
Il progetto descritto in questo post riguarda però una costruzione del tutto particolare: un “hotel” entrato nella storia di Inghilterra nel 1485, per essere stato l’ultima dimora di Re Riccardo III, ultimo regnante della dinastia di York. La storia del Sovrano, poi romanzata anche da William Shakespeare, terminò con la sua morte sul campo di battaglia di Bosworth, che mise fine alla Guerra delle due rose e che sancì la salita al trono della dinastia dei Tudor. Questa vicenda portò così il Blue Boar Inn in Leicester ad entrare nella storia inglese. L’edificio fu però demolito nel marzo del 1836, ma i dettagli sulla sua struttura e sulle sue fattezze furono annotate meticolosamente da Henry Goddard, membro di una importante famiglia di architetti di Leicester. Il ritrovamento delle annotazioni scrupolose e complete di quote ha permesso di riprodurre visivamente, con l’uso di software CAD, la struttura complessiva del Blue Board Inn, ricostruendo idealmente un piccolo tassello della storia della corona inglese.
Oggi probabilmente le teste coronate inglesi non si affaccerebbero neppure alla porta di una simile costruzione, ma all’epoca di Riccardo III doveva presentarsi come un Grand Hotel, in cui nobili e titolati potevano trovare alloggio. Una curiosità è giunta però fino ai giorni nostri: Riccardo III non tollerava di dover cambiare letto e si face portare il proprio anche in questa costruzione. Dopo la sua morte la sua camera e il letto divennero un’attrazione per gli abitanti della zona e leggenda vuole che i titolari dell’hotel scovarono un piccolo tesoro in monete d’oro proprio all’interno della struttura del letto.
Dopo lo studio a livello informatico i ricercatori dell’Università di Leicester hanno deciso di utilizzare la tecnica di prototipazione rapida eseguendo una stampa in 3D della struttura dell’edificio, creando un modellino in scala dell’ultima dimora di Re Riccardo III.
A poco più di un’ora di auto dalla sede di Spring, si trova una delle raccolte museali più importanti dell’arte scultorea del XVIII° secolo italiano. Il museo Gipsoteca Canoviana, raccoglie le superbe opere di Antonio Canova.
Cosa accomuna l’artista delle Tre Grazie con la prototipazione rapida? Tante cose: in questo post ne vorremmo riportare due.
Canova, oltre che grandissimo scultore, utilizzava una tecnica innovativa per l’epoca: creava un modello in creta delle dimensioni reali, utilizzando anche dei supporti metallici, per poi poter effettuare lo studio delle proporzioni, dei volumi e delle forme, arrivando a creare il modello in gesso con la tecnica della “forma persa”. Ciò permetteva a Canova e ai suoi studenti di creare figure in creta complesse che altrimenti avrebbero avuto problemi statici e di studiarne “la bozza” alla grandezza in cui avrebbero dovuto scolpire il marmo.
Creare una forma aggiungendo materiale, con del materiale di supporto, per poter studiare le caratteristiche, confrontare i volumi, permettere la creazione del prodotto finito… ricorda qualcosa? Questo collegamento mentale, deve aver forse ispirato anche lo studio della Facoltà di Ingegneria di Bologna (nella sede di Forlì): da qualche anno ha costituito il CAILab, un laboratorio di archeo-ingegneria, che si prefigge di attuare progetti nel campo dei Beni culturali, cercando di dare alcune soluzioni e riposte ad alcuni temi legati alla tutela, alla valorizzazione e alla conservazione dei beni storico artistici ed architettonici.
Impegnando strumentazioni diverse, sono state effettuate due diverse campagne di scansione dell’opera per poter raccogliere il maggior numero di informazioni e di dettagli. Il primo sistema utilizzato è stato un laser scanner a triangolazione ottica Konica Minolta Vivid 9i con il quale si è proceduto a realizzare il modello digitale della testa; la seconda tecnologia utilizzata si è concretizzata in un sistema integrato che combina interferometria, videogrammetria e triangolazione ottica, per il rilievo completo dell’opera.
Durante la prima campagna di acquisizione, è stato adottato lo scanner Konika Minolta Vivid 9i per la digitalizzazione tridimensionale della testa dell’Ebe. Lo strumento, dotato di un gruppo di tre ottiche intercambiabili, tele, middle e wide, con distanza focale rispettivamente a 25, 14 e 8 mm, è capace di acquisire fino a un massimo di 307.200 punti (640×480) per ogni scansione effettuata. Congiuntamente alla riproduzione della geometria esterna di un oggetto, questo scanner è in grado di ottenere anche un’immagine RGB che fornisce informazioni sul colore registrando una texture di 640×480 pixel per ogni scansione. Per il rilievo completo della testa sono state effettuate 179 scansioni (salvate già in formato di mesh triangolare e non come nuvole di punti).
Durante la seconda campagna di acquisizione per il rilievo completo dell’opera, è stato utilizzato invece una diversa tecnologia che ha integrato interferometria, videogrammetria e triangolazione ottica.
Il sistema integrato di misura è composto fondamentalmente da due elementi: una stazione Laser Tracker accoppiata con una videocamera digitale (T-Cam) e un sensore remoto. Durante la fase di rilievo il sensore remoto del sistema (TScan o T-Probe) è impugnato dall’operatore e movimentato manualmente, mentre la localizzazione è costantemente monitorata in base alla Tecnologia di Posizionamento Locale tramite la stazione Laser Tracker accoppiata alla videocamera digitale T-Cam.
Una volta acquisiti tutti i dati necessari e elaborati tramite l’uso dei software dedicati si è deciso di procedere col riprodurre in scala 1:1 la testa ed il piede destro dell’opera canoviana attraverso un processo di prototipazione rapida. Per questa operazione è stata utilizzata una stampante tridimensionale Dimension SST (Soluble Support Technology), basata su tecnologia FDM (Fused Deposition Modeling). In entrambi i casi si è scelto di prediligere una versione alleggerita, con una struttura interna a nido d’ape per permettere risparmio sia in termini di materiale che di tempo di realizzazione.
Lo studio e la riproduzione dell’opera museale attraverso la tecnica di prototipazione rapida consente molteplici possibilità: prima di tutto permette di studiare le proporzioni dell’opera senza intervenire a contatto con la stessa e consente di studiare le possibili tensioni statiche e i carichi sui punti critici di appoggio dell’opera. Il progetto però può avere anche altre chiavi di lettura volte alla salvaguardia dei beni culturali, infatti le repliche generate possono essere utilizzate con vari scopi: esposizione, eventi, studi di fattibilità riguardo interventi di restauro, calcolo degli ingombri per imballaggi di trasporto delle opere, può essere utilizzato per riprodurre repliche dettagliate da esporre per eventi commerciali, può servire per didattica effettuata con persone con problemi di vista che possono scoprire l’opera tramite il contatto con la replica.
Chissà se Antonio Canova, nel 2013, avrebbe scelto di creare dei modelli preparatori attraverso la tecnica del Fused Deposition Modeling. La domanda resterà insoluta, sicuramente possiamo affermare che l’arte e la divulgazione culturale hanno un’alleata in più grazie alla prototipazione rapida.
Fonte: II FACOLTÀ DI INGEGNERIA, CAILAB E CIRAM, UNIVERSITÀ DI BOLOGNA
Processi e attori principali della comunemente conosciuta Rapid Prototyping
La Rapid Prototyping nasce meno di 30 anni or sono in USA,da allora e soprattutto negli ultimi 10 anni ha subito una radicale evoluzione.
1987: La 3Dsystems presenta il primo sistema di prototipazione”SLA-1”. Il sistema genera particolari in Stereolitografa ed impiega un laser che solidifica sottili strati di polimero liquido.
1990: Electro Optical Systems (EOS) mette in vendita il proprio sistema di stereolitografia.
1991: Stratasys commercializza il primo sistema FDM (Fused Deposition Modelling). Il processo prevede di realizzare un oggetto strato dopo strato tramite un filamento che depositato genera la geometria del pezzo.
1991: Helisys commercializza il primo sistema LOM (Laminated objet Manufacturing). Il processo prevede la realizzazione dell’oggetto tramite fogli di carta tagliati e incollati piano dopo piano.
1992: DTM presenta il sistema SLS (Selective laser sintering). Il processo impiega un laser che solidifica in maniera selettiva una polvere di termoplastico fino a generare il particolare finito.
1994: Sanders Prototype presenta un sistema che deposita cera con delle testine di stampa. Tale sistema, ad alta risoluzione, permette di realizzare dei master fondibili per la creazione di gioielli o particolari anche molto piccoli. La EOS Tedesca commercializza un sistema laser di sinterizzazione delle polveri.
1996: La Z Corp immette sul mercato un sistema che utilizzando un collante spruzzato da testine di stampa aggrega della polvere. I particolari così prodotti hanno finalità prevalentemente estetica.
I primi anni 2000
Dal 1996 al 2000 una serie di attori si sono affacciati nel mondo della Rapid Prototyping. Con fortuna alterna hanno presentato evoluzioni o macchine simili alle pre-esistenti e sono stati presentati nuovi materiali per la stereolitografia. Solo dal 2000 viene introdotta una nuova generazione di macchine e processi di Rapid Prototyping.
2000: Objet Geometries presenta una stampante 3d. Il sistema è in grado di realizzare particolari tramite un fotopolimero dove l’indurimento avviene tramite un sistema a raggi Ultravioletti. Stratasys introduce i sistemi Prodigy che possono realizzare, tramite processo, FDM particolari in ABS.
2001: Startasys introduce i sistemi Titan in grado di produrre parti in ABS, PC-ABS, Policarbonato, PPSF con tecnologia FDM. Envisiontec presenta il sistema DLP , una tecnologia che impiega fotopolimeri e un processo a luce per renderli resistenti. Z Corp presenta Z810, sistema che può realizzare particolari fino a 500x600x400 mm con tecnologia di stampa HP. EOS presenta sistema DirectSteel 20-V1 che permette di realizzare parti in metallo con tecnica di solidificazione laser di polvere.Concept Laser GmbH introduce un sistema che tramite sinterizzazione laser di polveri metalliche permette di realizzare particolari in Acciaio Inox.
2002: Startasys introduce la linea Dimension.
2003: Z Corp immette nel mercato il sistema Zprinter 310.
2004: 3D System presenta nuovi sistemi di Rapid Prototyping SLS e SL più performanti e più veloci. Next factory (ora DWS) introduce i sistemi rapid prototyping ad alta definizione orientati al mondo della gioielleria.
2005: Objet Geometries introduce nuovi materiali che hanno caratteristiche simili agli elastomeri. Stratasys lancia il servizio di realizzazione on line dei prototipi RedEye.
Sistemi Low Cost sempre più presenti
2006: dal 2006 i principali costruttori di sistemi di Rapid Prototyping hanno iniziato a produrre sistemi low cost.
2007: 3D System immette sul mercato la stampante 3D V-Flash. Stratasys immette nel mercato i Sistema Fortus 400 MC e Fortus 900 MC . Nello stesso periodo viene presentato un nuovo materiale ABS M30 con caratteristiche migliorate rispetto al precedente ABS. Objet Geometries presenta la Connex 500, sistema in grado di realizzare particolari con 2 materiali simultanei.
2008: Stratasys introduce il sistema Fortus 360MC. Nasce Shapeways, azienda che permette la realizzazione e la condivisione di particolari realizzati con sistemi di Rapid Prototyping. L’azienda si propone di realizzare i particolari e condividerli tramite una piattaforma on line. 3D Systems annuncia i nuovi sistemi di grandi dimensioni con tecnologia SLA iPro 9000 XL con camera di lavoro 650x750x550 mm. EOS presenta EOSINT P800 in grado di sinterizzare polveri con temperatura fino a 385°C. Ciò permette di utilizzare tecnopolimeri ad elevate prestazioni come il PEEK. Stratasys annuncia la disponibilità del materiale Ultem 9085 per i sistemi Fortus 400 MC e Fortus 900 MC(dal 2009).
2009: Stratasys introduce il sistema Uprint. Il sistema impiega ABSplus come materiale per la costruzione degli oggetti. Objet Geometrics rende disponibile per i propri sistemi Connex 18 materiali digitali con una durezza Shore tra i 27 e 95 Shore A.
2010: Stratasys sigla un’accordo di distribuzione con HP (hewlett packard) per la commercializzazione dei sistemi Uprint con tecnologia FDM. Presenta Uprint Plus, sistema che permette l’impiego di ABS colorato e con dimensioni superiori rispetto al sistema Uprint. Renishaw presenta soluzioni per la creazione di particolari in Cromo Cobalto con tecnologia additiva orientata al settore dentale. Objet Geometrics riduce il costo del sistema entri level Alaris30 e introduce inoltre Objet24.
L’evoluzione della Rapid Prototyping negli ultimi tre anni
2011: molte aziende soprattutto in USA inseriscono nel ciclo produttivo i sistemi di additive manufacturing sia di particolari plastici che metallici. Alcuni dei brevetti Stratasys scadono e si presentano nel mercato una moltitudine di sistemi di Rapid Prototyping low cost/personal basati sul progetto Open Source RepRap. Stratasys immette nel mercato Fortus 250 MC, sistema crossover che può realizzare particolari funzionali in ABS. Annuncia inoltre la disponibilità di un materiale antistatico ABS-ESD7 per i sistemi Fortus 400 e 900.
2012: Makerbot presenta makerbot Replicator , basato sul progetto open source RepRap con prestazioni e camera di lavoro maggiorate a $ 1.750 . Il sistema può impiegare ABS e PLA per la realizzazione degli oggetti.Stratasys introduce nuovo sistema Mojo. Il sistema utilizza ABS e ha un campo di lavoro di 120x120x120 mm e uno slicing di 0.17 mm.
2013: è stato battezzato l’anno della nuova rivoluzione industriale. Da un lato i sistemi professionali di additive manufacturing si stanno diffondendo e sono ideale per la realizzazione di piccole serie dall’altro sono sempre più presenti sistemi orientati ad un prodotto domestico.
Per saperne di più su Rapid Prototyping e stampa 3D clicca qui!
Non perdere tempo, contattaci all’indirizzo mail contatti@springitalia.com oppure inviaci un messaggio qui!
Per rimanere sempre aggiornato sulle ultime notizie seguici sulla nostra pagina Facebook!
Prototipazione rapida: da Leonardo Da Vinci ai giorni nostri
Una delle ossessioni più grandi di Leonardo Da Vinci fu quella legata al volo. Lo scienziato toscano non riuscì a realizzare un macchinario in grado di far avverare il suo sogno ma i suoi studi e le sue ricerche rimangono segni indelebili della sua genialità. A tutti è capitato di dover catturare una mosca, purtroppo senza successo. Immaginate ora un velivolo che abbia la stessa rapidità di risposta agli stimoli esterni di un insetto. Provate a confrontarlo con la capacità di manovra di un aereo o di un elicottero. Risulta quindi indispensabile porre particolare attenzione agli studi effettuati da Leonardo Da Vinci e avvicinarsi al mondo della prototipazione rapida.
L’evoluzione del settore aerospace
Negli anni il settore ha avuto un forte contributo dovuto allo sviluppo dei Micro Air Vehicles (MAV).
Sempre con maggiore frequenza vengono utilizzati simili velivoli per:
effettuare ricognizioni in ambienti pericolosi o contaminati;
effettuare riprese video senza bisogno di installazioni fisse;
il monitoraggio delle linee e delle tubature aeree;
controlli in situazioni di emergenza o di conflitto;
effettuare rilievi di tipo topografico.
Il maggiore vantaggio è senza dubbio quello della loro manovrabilità e flessibilità d’uso.
Tecniche tradizionali e prototipazione rapida
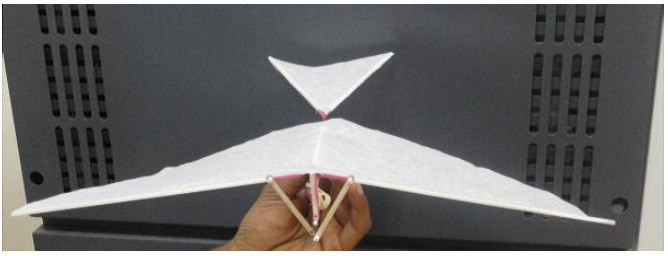
Nel 2012 è stato condotto uno studio presso il College of Engineering and Technology dell’Università di Dharwad, in India. E’ stato messo a confronto progettazione, produzione e risultati di un semplice modello di ornitottero (un modellino che vola riproducendo il battito d’ali degli uccelli) secondo gli schemi abituali e secondo la modellazione dello stesso utilizzando la prototipazione rapida in FDM.
L’indagine condotta parte dal confronto fra il legno di balsa e il materiale scelto per la prototipazione rapida (ABS-30). La tecnica FDM è stata utilizzata per la produzione delle 4 parti che compongono l’ornitottero: il corpo/fusoliera, il supporto delle ali e la coda.
Uno dei primi vantaggi riscontrati riguarda il tempo: 37 minuti per la produzione del modellino finito.
Il secondo vantaggio risulta essere di natura progettuale: la tecnica di prototipazione rapida consente di progettare e produrre anche modelli più complessi.
I test condotti sul volo del modellino aereo creato in ABS-30 con la tecnologia FDM hanno mostrato risultati del tutto similari, se non quasi superiori, a quanto raggiunto con il modello in balsa.
Inoltre la progettazione del modello con componenti “cave/porose” consentono una riduzione del peso fino al 20%, aumentandone la capacità di volo.
Fonte: International Journal of Emerging Technology and Advanced Engineering (www.ijatae.com)
Cookies & Privacy Policy aggiornata in conformità con la GDPR: Per far funzionare bene questo sito, a volte installiamo sul tuo dispositivo dei piccoli file di dati che si chiamano "cookies". Per un corretto funzionamento del sito consigliamo l'accettazione della Policy, visionabile cliccando Più Informazioni. Grazie.